汽车零部件检测方法_汽车零部件化学检测
1.一定要重视!不然年检过不了!
2.汽车零部件发兰技术谁知道?
3.简述针对于汽车制造过程的四个重要环节,并且描述每个环节应该如何进行质量检
汽车配件厂主要是做汽车饰件、泡沫塑料、搪塑制品的制造,汽车零配件、轨道交通设备、机电产品、金属材料、化工原料(除危险化学品、监控化学品、烟花爆竹、民用爆炸物品、易制毒化学品)、五金交电、橡塑制品的销售;
从事货物及技术的进出口业务、从事轨道交通设备技术、汽车零部件技术、化工技术、自动化技术、模具技术领域内的技术开发、技术转让、技术咨询、技术服务等等,每个配件厂不同,所做的业务也不同。
扩展资料:
一、汽配厂的运营模式:
有关专家表示,新型汽配城应成为以汽配交易为中心、涵盖多种市场功能的经营复合体。现代化的专业汽配城往往在经营管理模式上取了一站式MALL模式,在汽配城内部,配件销售、旧件经营、汽车维修、汽配保养美容等各商户就组成了一个“大4S”系统,在服务上也能和4S店媲美。
这种“多位一体化”经营模式,可以让汽配城形成可持续发展的长久生命力,彻底改变传统汽配城只做汽配的单一经营状态。这种复合经营模式不仅可以有效降低汽配城经营风险,彼此间还互为补充、相得益彰。
对比国外发展先进的汽配市场可以发现,眼下我国的汽配城模式正处于一个误区,甚至有不少业内人士预测,中国汽配城照此状况发展下去,惟一的结局就是死亡。
“我国近年来高速发展的汽车业其实给汽配城提供了很大的生存空间,只要迅速找对一条路,向国际接轨,坚持走下去,我国的汽配城很可能迎来一个惊人的展。”专家表示,实现中国汽配市场经营和管理模式的全面创新,要走的路还很长。
一定要重视!不然年检过不了!
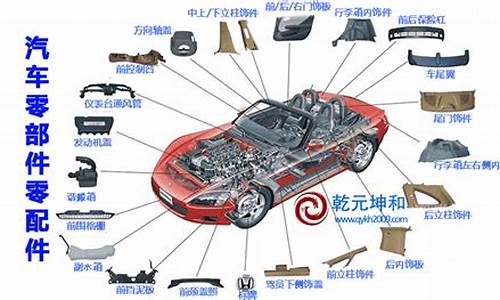
1,汽车的零部件分很多种类,根据加工材质和结构,选用的产品也不同。如果单纯从乳化液类别上讲,毒性肯定是有的,但要看大小,因为化学品都会有毒性。
2,那么乳化液的毒性其实只有供应商的技术人员清楚,但我们可以从简单的方式去了解,比如使用后皮肤是否干燥,爆皮,过敏,还有就是价格,一般低于15元的产品,毒性都不会小。因为防锈上要添加廉价的亚钠或重金属防锈剂,调节PH用片碱。
3,还有就是要求供应商提供MSDS和SGS等检测报告,不过有些会,所以还是按照自己的柑橘来,尽量选择合资品牌的东西,国产的基本不行。
如有问题,请见ID头像或个人资料联系。
汽车零部件发兰技术谁知道?
一定要重视!不然年检过不了!
年检项目中最令人头疼的项目,无非就是尾气排放检测,许多车辆会由于排放不合格而没能通过。而过滤尾气的主要装置就是“三元催化器”。
平时该如何清理三元催化器?
1、三元催化器是什么
三元催化器是装备在排气管上的重要零部件。它能将发动机所排废气中的有害气体通过氧化和还原作用,转变为无害的二氧化碳、水和氮气,因此称三元。我们平时容易忽略它,但如果出现堵塞,就会导致车子冒黑烟、行驶无力,严重甚至自燃,影响发动机性能。
2、三元催化器堵塞的原因
(1)燃油:我国明令禁止使用有铅汽油,但有些地区仍在汽油中违法添加含铅抗爆剂,导致乙醇汽油在燃烧室容易形成积碳。
(2)机油:长期使用含硫、磷抗氧剂的机油,容易造成三元催化器堵塞。
(3)开车习惯:汽车在急加速,急刹车时,产生的不完全燃烧物最多,长期在拥堵道路上行驶,怠速时间过长,也会引起三元催化堵塞。
3、引起的故障
(1)尾气排放超标:CO、HC和NOx等有害气体没经过转化、直接排放导致尾气排放超标。
(2)油耗增加:当三元催化开始堵塞后会影响氧传感器的正常工作,从而不能准确地控制喷油、进气与点火,最终加大油耗。
(3)动力下降:当高压排气的时候,三元堵塞引起排气不畅,从源头影响了正常的进气量,发动机的功率也就降低了,车子的动力下降。
(4)发动机抖动经常熄火:三元催化完全堵死时,废气无法及时排出,导致背压倒流,使得发动机剧烈抖动、喘气直至熄火。
4、三元催化器清洗方法
(1)拆洗式清洗法:直接到4S店或者是维修店进行拆洗即可。但费用比较高,清洗一次需要500元至800元不等。更换则需要在1500~8000元不等。
(2)吊瓶式清洗法:以打“吊瓶”的方式,向汽车中的节气门、进气道输入化学清洗剂,以达到清除积碳的效果。
(3)三元清洗剂:定期清洗才是最有效的,不仅有助于提升燃油经济性和年审通过率,还省钱省心、提升性能。推荐使用清洗剂清除积碳、清洗三元催化,恢复发动机的性能!而且简单操作就可以:
①在油箱剩下1/3油量时注入。
②在油箱中进行勾兑。
③直接去加油站加油即可。
简述针对于汽车制造过程的四个重要环节,并且描述每个环节应该如何进行质量检
钢铁零件的发蓝可在亚硝酸钠和硝酸钠的熔融盐中进行,也可在高温热空气及500℃以上的过热蒸气中进行,更常用的是在加有亚硝酸钠的浓苛性钠中加热。发蓝时的溶液成分、反应温度和时间依钢铁基体的成分而定。发蓝膜的成分为磁性氧化铁,厚度为0.5~1.5微米,颜色与材料成分和工艺条件有关,有灰黑、深黑、亮蓝等。单独的发蓝膜抗腐蚀性较差,但经涂油涂蜡或涂清漆后,抗蚀性和抗摩擦性都有所改善。发蓝时,工件的尺寸和光洁度对质量影响不大。故常用於精密仪器、光学仪器、工具、硬度块等。
钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。发黑质量的好坏往往因这些工序而变化
金属“发蓝”药液
用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。 黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
.1 溶液成份
.1.1 氢氧化钠的含量 溶液中氢氧化钠的含量与氧化速度有关,浓度高些可加快氧化速度,膜厚度也略有增加,但决非越高越好,较适合的浓度是550~700克∕升,过高容易形成红色挂灰、疏松、多孔氧化膜。当氢氧化钠含量超过1100克∕升时就不再形成氧化膜,甚至原先已有的膜还会被溶解。氢氧化钠太低时,不仅氧化膜薄且易发花,防护性能亦差。
虽然氢氧化钠的范围相当宽,实际操作时仍应根据钢材(工件)的化学成份选择最合适的含量:高碳钢可以用较低的氢氧化钠,而低碳钢应用较高的浓度。
.1.2 亚硝酸钠浓度 亚硝酸钠是溶液中的氧化剂。提高亚硝酸钠浓度,可使溶液中亚铁酸钠和铁酸钠增多,从而加快氧化速度,形成的氧化膜层致密且牢固。若亚硝酸钠含量过低时,氧化膜虽厚但疏松,氧化剂本身的消耗亦会增加,有时还会使氧化膜出现难看的暗绿色。通常亚硝酸钠含量控制在150~250克∕升范围内。
1.3 铁 铁虽然并不包括在溶液成分之内,但是溶液中必须要含有少量的铁,只有那样,才能在工件表面形成致密且结合牢固的氧化膜。新配制的溶液中因缺乏铁致使所得到的膜十分疏松,同基体的结合力亦很差。当然铁的含量亦不能过高,否则会导致氧化膜的成膜速度下降,且膜上出现红色挂灰。一般铁的含量应控制在0.5 ~ 2.0克∕升范围内。
1.4 氧化温度、时间与钢铁(工件)含碳量的关系 用来制造工件的钢材中均含有少量碳。碳含量对氧化过程影响较大 。一般,含碳量高的钢容易氧化,因而所用的温度较低,时间也较短;含碳量低时不易被氧化,所用温度必须高些,时间也要长得多;中碳钢所需温度和时间介于两者之间。
2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。 3.说明: (1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。 (2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
含碳量;0.7%以上 温度135-138*C 氧化时间15——20min
含碳量0.4——0.7 % 温度138——142*C 氧化时间20——24min
含碳量0.1___0.4% 温度140——146*C 氧化时间35——60min
合金钢 温度140——145*C 氧化时间50——60min
高速钢 温度135——138*C 氧化时间30——40min
(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。一般使用半年后就应更换全部溶液。 (4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,又用热水冲洗,吹干。
二、酸性氧化法“发蓝”药液
1.配方: 磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克
2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。 3.说明: (1)金属器件先经洗净和干燥后才能进行“发蓝”处理。 (2)此法所得保护膜呈黑色,其主要成分是由磷酸钙和铁的氧化物所组成,其耐腐能力和机械强度均超过碱性氧化法所得的保护膜。 4.“发蓝”工作温度为100℃,处理时间为40~45分钟。在处理碳素钢时,药液中磷酸含量控制在3~5克/升;处理合金钢或铸钢时,磷酸含量控制在5~10克/升。应注意定期分析药液磷酸的含量。 5.“发蓝”处理后金属器件的清洗方法同上。方法代替,常用于金属的防锈和防腐.。
安全技术操作规程--发蓝处理工
1. 工作前穿戴好规定防护用品并打开通风较量,通风
10~15分钟。发蓝槽应有独立的抽风设备。
2.工作中应按工艺要求调整好发蓝液的成份。调整时加入烧碱每块重量不应超过1kg,并应吊挂溶液,不应直接加入槽中,且不得在高温下进行。
3.加水调整发蓝槽的体积时,冷水应沿槽壁缓慢加入,防止碱液溅出。
4. 零件出入槽应先拉闸断电。零件出入槽时,要夹紧扎牢,轻拿轻放,防止溶液溅出伤人。
5.发蓝液表面的浮渣应随时清除。
6.发蓝后的工件应立即冲洗干净。
7.废液要集中回收或经中和后统一处理,经化验合格后方能排放。
8.工作完毕,应立即将设备附近地面冲洗挠干净.关闭开关,整理工作场所。做好交接班记录。
氧化溶液的配制
6.2.1 计算并称量所需之氢氧化钠和亚硝酸钠;将所需氢氧化钠分批加入氧化槽中,用部分冷水在搅拌下使其溶解,再加水至计算容积的4/5;
6.2.2 将亚硝酸钠缓缓加入槽中;
6.2.3 加水至计算容积(液面的标高)后将溶液加热至沸腾;
6.2.4 测量温度,取样分析,必要时进行调整;
6.2.5 用标准样件试氧化,送检合格后即可投入使用。
注:新配溶液中因缺铁,在处理首批工件时可能得不到合格的氧化膜,可用下列任一种方法进行调整:a.以废工件处理一个班次。 b.按每升溶液加入2.5g Fe2(SO4)3·9H2O。 c.加入20%左右旧氧化溶液。
以下是对问题简述针对于汽车制造过程的四个重要环节,并且描述每个环节应该如何进行质量检做出回答:
汽车制造过程中的四个重要环节包括设计、零部件制造、总装和质量检测。每个环节都需要进行质量检测以确保汽车的质量和安全性。
1.设计环节。
在设计环节中,需要进行设计验证和可行性分析。设计验证是通过模拟和测试来验证设计的可行性和性能。例如,使用计算机设计软件进行虚拟仿真,以评估汽车的结构强度和安全性能。
此外,还需要进行可行性分析,包括成本分析、供应链分析和市场需求分析等,以确保设计方案的可行性和经济性。
2.个环节是零部件制造。
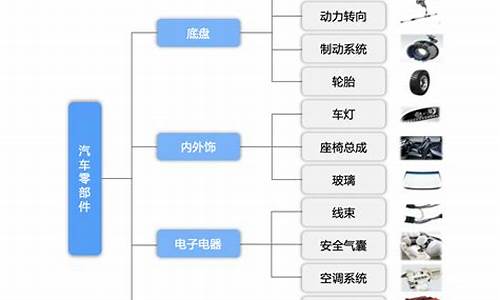
在零部件制造环节中,需要进行原材料的质量检测和零部件的加工检测。原材料的质量检测包括对金属材料的化学成分、物理性能和表面质量等进行检测。
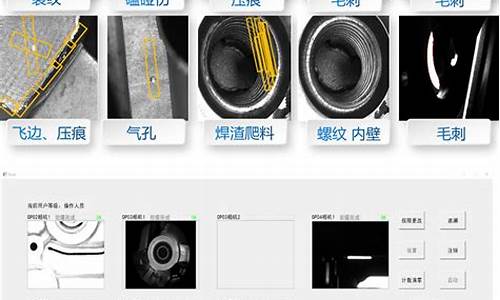
而零部件的加工检测包括对加工工艺的控制和零部件的尺寸、形状和表面质量等进行检测。这些检测可以通过使用各种检测设备和仪器来完成,例如光学测量仪、三坐标测量仪和金相显微镜等。
3.个环节是总装。
在总装环节中,需要进行零部件的装配和整车的组装。在零部件的装配过程中,需要进行装配工艺的控制和零部件的配合性检测。而在整车的组装过程中,需要进行整车的功能测试和外观检测。
功能测试包括对发动机、传动系统、悬挂系统和制动系统等进行测试,以确保其正常工作。外观检测包括对车身涂装、车窗和车灯等进行检测,以确保其外观质量。
4.质量检测。
在质量检测环节中,需要对整车进行全面的质量检测。这包括对整车的性能、安全性和可靠性等进行测试。例如,对整车的动力性能、操控性能和燃油经济性等进行测试。同时,还需要对整车的安全性能进行测试,包括碰撞测试、制动测试和安全气囊测试等。
此外,还需要对整车的可靠性进行测试,包括长时间运行测试和可靠性试验等。这些测试可以通过使用各种测试设备和仪器来完成,例如车辆测试台、碰撞试验设备和可靠性试验设备等。
综上所述,汽车制造过程中的四个重要环节包括设计、零部件制造、总装和质量检测。每个环节都需要进行质量检测以确保汽车的质量和安全性。质量检测可以通过使用各种检测设备和仪器来完成,以对汽车的性能、安全性和可靠性等进行测试。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。